
A few years ago, I was asked to look at a booster system that pumped hot water from a non-pressurized, solar-heated storage tank into a large pressure tank at a jobsite in the foothills above Sacramento, Calif. The pump was not performing according to design, and was noisy.
When I disassembled the pump, I noticed extensive pitting in the vane area of the impeller. An analysis of the water showed normal pH and no other conditions that would point toward chemical corrosion. The prime suspect was cavitation erosion.
Cavitation in a liquid occurs when the pressures acting on the liquid are such that the liquid begins to boil or vaporize. When conditions are right for cavitation in a pump, small vapor bubbles are formed by the reduced pressure near the eye of the impeller. As they move on to the vane area, they collapse due to the increased pressure in that area. The cavitation bubbles close to the surface of the impeller implode as they touch the impeller. Imagine a slow-motion magnification of a vapor bubble collapsing as it touches the side of the vane. The bubble touches the vane, collapses, and with a huge release of energy, the surrounding water rushes in to fill the void left by the bubble. The resulting implosion erodes away a microscopic portion of the vane at the point of contact. Since there are thousands of implosions per second, it doesn’t take long for the vane to become eaten away.
Cavitation can cause several additional problems in a pump:
- It can decrease a pump’s performance because the pump will become partially vapor-locked;
- It can produce a tremendous amount of noise due to the imploding vapor bubbles; and
- It can cause the pump to vibrate because some sections of the impeller are handling vapor while other sections are pumping water, leading to an out-of-balance condition.
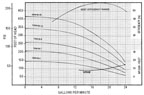
Figure 1.
How then to determine the NPSHA in the system? In my example, there are four separate pressures working on the liquid that contribute to the cavitation and add up to what we call NPSHA. These pressures include:
1. The weight of the water in the tank above or below the pump called the static head; a positive pressure if the water level is above the inlet of the pump, as in my example, and a negative pressure if the water level is below the inlet.
2. The friction head, which is the pressure loss in the piping from the tank to the pump – always a negative pressure.
3. The atmospheric pressure, which was reduced in my example because the jobsite was at 2,000 feet above sea level, as you can see from Table 1.
4. The vapor pressure of the water, which also was reduced because the water was hot.
Let’s take a look at each of these factors one at a time. It is necessary to work with them all in terms of feet of head.
The formula for calculating Net Positive Suction Head Available is: NPSHA = static head + atmospheric pressure - friction head - vapor pressure of water at pumping temperature.
Static head is the result of the weight of the water above the inlet of the pump. In my example, the tank had 7 feet of water above the pump. Therefore, the static head is 7 feet.

Table 1.
To determine the friction head, we need to know the flow rate of the water in the piping system between the tank and the pump, the diameter of the pipe, and the number and types of valves and fittings in that section of piping. (For a review of friction loss calculations, see our August 2007 and September 2007 articles in this publication. You can find these articles at www.thedriller.com. Click on the “Editorial Archives” link and open the August 2007 and September 2007 tabs where you will find them.)
Assume the flow rate is 20 gpm, and the pipe is 1 inch in diameter. Adding the equivalent lengths for the valves and fittings to the actual length of the pipe run from the tank to the pump gives us a total length for friction loss calculations of 25 feet. Using a friction loss table for 1-inch copper pipe (the tables in my September 2007 article are one source), the friction head will be 18.5 feet per 100 feet. Since we have 25 feet of equivalent length, we divide 18.5 by 4, and get a friction loss for the suction pipe of 4.6 feet of head.
Liquids have a property called vapor pressure, which is an inherent quality of the liquid dependent on its chemical makeup and temperature. The vapor pressure determines the temperature at which a liquid vaporizes (boils) – 212 degrees F for water. The higher the temperature of the liquid, the closer it is to vaporizing, and when a hot liquid is subjected to reduced pressure, as at the inlet of a centrifugal pump, vaporization and cavitation are likely unless there is a sufficient amount of head above the pump. Table 2 shows the vapor pressure of water at various temperatures. In our example, the water temperature can get as hot as 194 degrees F, so extrapolating between 190 and 200, the vapor pressure at 194 degrees F would be about 24.6 feet of head.

Table 2.
As you can see from the pump curve in Figure 1, the NPSHR at 20 gpm is about 11 feet. Small wonder the pump was cavitating, as the water temperature approached 194 degrees F. As an exercise, try using the tables and curve to determine the maximum temperature at which the pump in this system will operate without cavitating. Then, see what effect changing the pipe diameter on the suction side of the pump has on the maximum safe temperature. The fix in the Sacramento system was to increase the inlet pipe size to 11⁄4 inches, which lowered the friction loss to 4 feet of head, thus raising the NPSHA to 11.5, solving the cavitation problem.
Using the NPSHA formula, you also can see how it is possible for a centrifugal pump to pull water from a lower tank, or from a shallow well. The 34 feet of atmospheric pressure is a real help. As long as both the suction lift, the piping friction loss on the suction side of the pump, and the water temperature add up to an NPSHA that exceeds the NPSHR of the pump, you will not have a cavitation problem.
NPSH is one of the most intimidating concepts you will encounter working with pumps. It is, however, an important concept to grasp because failing to meet its requirements can lead to poor pump performance and shortened pump life. We hope this article helps take away some of the mystery.
In the next few months, we will be discussing the hardware that goes along with a pump to make a functioning pumped water system. February’s article will focus on pressure tanks. ’Til then ... .
ND

Report Abusive Comment