Coatings can be advantageous and, in many applications, are essential for proper performance, protection, lifetime and many other factors. Selecting the proper coating for each application, therefore, is vital. But choosing the right coating can be a challenge for two main reasons. First, there are many coatings available to the drilling industry. Second, parts used in the drilling industry come in a tremendous array of shapes, sizes, base metals, etc., and are utilized in an equally exceptional range of climates, requirements and usage conditions.
One category of coatings that can enhance many applications in the drilling industry is based on electroless nickel plating. Electroless nickel (EN) is a sophisticated chemical process with many inherent features well suited to applications in the drilling industry, including hardness, corrosion-resistance and perfect conformity to even the most complex geometries. In addition, EN is an exciting coating method as it is possible to add super-fine particles into the EN to form composite EN coatings. These particles can provide hardness, wear-resistance, low-friction, release, heat transfer, friction and phosphorescent properties.
Some Background
Electroless nickel has grown to be a mature segment of the metal finishing industry since its discovery in the 1940s. EN generally is an alloy of 88 percent to 99 percent nickel, with the balance being phosphorous, boron or a few other possible elements, depending on the specific requirements of an application. It can be applied to numerous substrates including metals, alloys and nonconductors, with outstanding uniformity of coating thickness to complex geometries. It is this last point that most commonly distinguishes electroless from electrolytic coatings such as chrome plating.The synergies possible between the EN and particles that can dramatically enhance existing characteristics – and even add entirely new properties – make composite EN coatings especially advantageous for applications in the drilling industry to:
1. Meet ever more demanding usage conditions requiring less wear, lower friction, etc.
2. Facilitate the use of new substrate materials such as titanium, aluminum, lower cost steel alloys, ceramics and plastics.
3. Allow higher productivity of equipment with greater speeds, less wear and less maintenance-related downtime.
4. Replace environmentally problematic coatings.
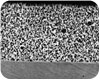
The photograph above depicts one example of a composite EN coating. It is a cross-sectional photomicrograph showing a uniform dispersion of fine diamond within EN. As you can see from this photograph, composite EN coatings are regenerative, meaning that their properties are maintained even as portions of the coating are removed during use. This feature results from the uniform manner with which the particles are dispersed throughout the entire plated layer. Particles from a few nanometers up to about 50 microns in size can be incorporated into coatings from a few microns up to many mils in thickness.
Wear-resistance
Coatings designed for increased wear-resistance have proven to date to be the most widely utilized composite EN coatings in the drilling industry. Particles of many hard materials can be used such as diamond, silicon carbide, aluminum oxide, tungsten carbide, boron carbide and others. But the unsurpassed hardness of diamond has made this material the most common composite. Despite the expensive sounding name, composite EN with diamond actually is comparable to the cost of similar coatings, yet the performance advantages are far greater.The Lubricity Factor
Certain particles can be incorporated into EN to produce a coating with all the properties of EN (such as hardness and wear-resistance), as well as a low coefficient of friction, dry lubrication and repellency of water, oil and/or other liquids.Most commercial use of such composite lubricating coatings in the drilling industry has been with 20 percent to 25 percent by volume of sub-micron polytetrafluoroethylene (PTFE) particles in EN deposits. The properties of PTFE are widely recognized, and its enhancement of EN clearly is demonstrated in industry applications as well as standardized testing.
In addition to EN-PTFE coatings, newer low-friction coatings have been developed, and are increasingly being adopted in the drilling industry. As beneficial as PTFE is, there are certain limitations that have been overcome by the incorporation of materials other than PTFE into EN. For example, composite EN-PTFE does not always provide optimal wear resistance and lubricity. This often is due to the fact that PTFE is relatively soft and cannot withstand high temperatures. By contrast, particles of certain ceramics such as boron nitride provide lubricity, are significantly harder than PTFE, and can withstand temperatures above 1,500 degrees F. This tolerance for heat allows such coatings to be heat-treated after coating to achieve maximum hardness, which is a standard post-treatment for most EN coatings.
Hardness of the composite is critical for greater wear resistance, and in situations where there is a higher loading factor between the coated part and the mating part or materials. When the coating is harder, it is less prone to give way under pressure, and if the coating does not give, the friction will not increase as the loading increases. Think of the difference in friction between the point of a pencil and the eraser as they move across a piece of paper.
This category of composite EN coatings is a more recent and novel development in the field. These coatings have all the inherent features of EN, and appear normal under typical lighting; but when these phosphorescent coatings are viewed under an ultraviolet (UV) light, they emit a constant lighted glow. This is a feature that can be used in two ways.
First, the presence of a colored light emission from the coating can be valuable in authenticating parts from a distinct source. This especially is promising for the identification of genuine OEM parts that otherwise could be counterfeited. Its value also extends to the identification of specific manufacturing lots where conventional methods of marking are not sufficient or durable.
Second, the light can serve as an indicator layer, warning when the coating has worn off and replacement or recoating is necessary. This feature permits the avoidance of wear into the part itself that may cause irreparable damage to a potentially costly part, or the production of inconsistent product from a worn manufacturing device. Such a layer can be employed in one of two options to achieve this feature. Option one is to have a light-emitting indicator layer applied to a part prior to (or under) another functional coating to signal when the functional coating has worn through to expose the indicator layer. In this case, it is the appearance of light that signals wear to the functional layer and exposure of the indicator layer. Option two is to use the light-emitting coating by itself, whereby the disappearance of the light following periodic inspections indicates wear. Fortunately, hand-held, battery-operated UV lights readily are available, and make inspection of the indicator layer at the operating site fast and convenient.
General Features
All varieties of composite EN coatings share some additional general features that make them further suited for applications in the drilling industry. For example, as with any conventional EN coating, these composite coatings can be chemically stripped, leaving the substrate ready for recoating. This can be a very cost-effective alternative to disposing of overly worn parts and replacing them with entirely new parts.For certain applications, customized composite coatings have been developed to satisfy unique requirements:
ND
Report Abusive Comment