Last month, we began a discussion on variable frequency drives with a look at how three phase AC induction motors work and how they are controlled by a VFD. We said the speed at which a three-phase motor runs is determined by the number of magnetic poles in the motor and the frequency of the power supplied to the motor. The number of poles is fixed by the motor design, but the frequency, and thus the speed, can be adjustable by a VFD. We also took a brief look at the economics of VFDs in pumping applications, and at some residential uses, present and future. This month’s article will explore the basic concepts in more detail.
Meeting Variable Loads
Pumping system designers, engineers and contractors are constantly facing the challenge of meeting a varying load with a fixed capacity pump. Pumps are sized to meet the maximum foreseeable load, but that maximum load may only occur a small percentage of the time. The application might be in a household with loads varying from drip irrigation in the garden to light household usage to lawn watering to a back-up fire system. Or, it could be a golf course with zones having widely varying flow requirements. You would hope though that the golf course irrigation system designer had put some effort into balancing the loads.
The Control Valve Option
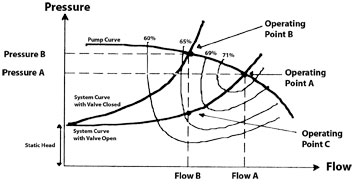
After this series on VFDs, we will take a close look at the control valve solution to dealing with varying flow demand. Briefly, a control valve can be used to automatically throttle back excess flow and maintain a constant pressure on the demand side of the valve. As the control valve reduces system flow, the pressure on the pump side of the valve goes up following the pump curve and the operating point moves to the left. Figure 1 shows a generic pump curve and two system curves with the corresponding operating points, “A” for the control valve in the open position, and “B” when the valve is in the throttle position. The system curves depict the static head plus the friction losses in the piping system, including those of the control valve.
VFDs, on the other hand, move the operating point straight down the system curve to Operating Point C on Figure 1. How is horsepower affected? To answer this question, we turn to the Affinity Laws.
The Affinity Laws
The Affinity Laws describe what happens when the speed of a centrifugal pump changes. (The same laws apply to changing impeller sizes in a particular pump. Just substitute impeller diameter for motor speed.)
Affinity Law No. 1: Flow (F) is directly proportional to motor speed (S). That is, S1/S2=F1/F2. As an AC induction motor slows, the flow rate drop-off is proportional to the speed. If the RPM is cut in half, the flow rate drops in half.
Affinity Law No. 2: Pressure (P) is proportional to the square of the speed. That is, (S1/S2)2=P1/P2. As the RPM is reduced, the pressure drops off as the square of the speed. If the RPM is cut in half, the pressure output of the pump drops to one forth of its full speed capability.
Affinity Law No. 3: Horsepower is proportional to the cube of the speed. That is, (S1/S2)3=HP1/HP2. As the RPM is reduced, the horsepower required to operate the pump drops as the cube of the speed. Cutting the RPM in half reduces the horsepower to one-eighth of that required to run the pump at full speed.
For example, let’s say we have a 100 horsepower pump, pumping 1000 GPM at 100 PSI at 3450 RPM. If we cut the speed in half to 1725 RPM, the flow rate will drop to 500 GPM, the pressure to 25 PSI and the horsepower to 12.5.
Operating Cost
Much is made of the energy savings potential of VFD systems. It is easy to generalize about cost savings when comparing a VFD system to conventional constant-speed pumping systems and to systems utilizing a throttling valve. Just look at the 100 horsepower example above, where cutting the flow in half cut the horsepower by 87.5 percent. Even after you factor out the drive’s 3 precent operating efficiency loss, you still have a substantial energy savings. Compare that to the earlier example in Figure 2, where using a throttling valve, a reduction of 75 percent in the flow yielded a 50 percent drop in horsepower. So, why isn’t everyone using a VFD? Here are a few reasons.
1. Not enough pressure: The second Affinity Law states that the pressure drops as the square of the speed. If you need most of the pressure your pump produces most of the time, you can’t use a VFD. If, on the other hand, your load varies from a low pressure, low flow drip system to a high pressure, high flow fire system, perhaps you should consider a VFD.
2. Turn down ratio: This is the ratio of the maximum versus minimum flow rates your system needs to provide. 4:1 is a typical ratio for VFDs. For submersible motors, Franklin recommends 2:1 and motor cooling may be a factor at lower flow rates. If you need to throttle your system more than these ratios, go with a valve.
3. Environmental conditions: VFDs use computers and computers don’t like high ambient temperatures. You may need to add an AC cooling system, so factor in some added cost. Also figure in some filtration if you are in a dusty environment.
4. Pump cable length and harmonics: Most VFDs have a limit on the length of power cable between the drive and the motor. This may be a factor for submersible applications. Also, make sure you discuss the existence of any harmonics and other electrical noise associated with your drive and the effect on nearby electronic equipment.
Other VFD functions provided include control of the motor acceleration and deceleration, torque control and motor protection. In pumping applications, the motor acceleration is normally controlled, often in several steps. With a submersible pump, it is important to accelerate to at least half speed within one second for motor bearing lubrication, then accelerate to the desired speed in another 10 seconds or so. Deceleration, on the other hand, is left to nature in a pumping application, unless water hammer is a factor. As to motor protection, modern VFDs include phase loss and balance protection, high voltage protection and current protection. It is usually not necessary to provide additional motor protection when employing a VFD, but many system designers do it just the same, believing that you can never have too much protection.
We have covered most of the basic concepts having to do with variable frequency drives in these last two articles. Next month we will conclude our series on VFDs with a look at some of the applications. Till then … ND
If you would like to have a copy of all of my articles for reference or training purposes, they have been compiled into a book, titled “The Pump Book,” which is available for $20. Send an email tobobpelikan@comcast.netrequesting the book, and I’ll mail you a copy.
Report Abusive Comment